 Главная
Главная
Ленточнопильные станки по металлу редко вызывают интерес с первого взгляда, пока не появляется задача резать заготовки аккуратно и без лишних потерь. Тогда становится заметно, насколько сильно отличается результат от привычной абразивной резки. Ровный край, почти без нагрева, минимальный отход материала – звучит просто, но в работе это ощущается буквально сразу. При этом выбор оборудования оказывается не таким очевидным, как может показаться в начале.
Например, при поиске подходящей модели удобно ориентироваться на каталог https://rustan.ru/stanki/otreznye/lentochnye-pily/po-metallu, где хорошо видно различие между станками и их возможностями, хотя даже после этого остаются вопросы. Иногда выбор упирается не в бюджет, а в понимание задач. Кто-то работает с трубами, кто-то режет швеллер или двутавр, а кто-то просто ищет универсальное решение для мастерской. И вот здесь начинаются сомнения. Кажется, что подойдет любой станок, но спустя пару месяцев выясняется, что мощности не хватает или автоматизация сильно бы ускорила процесс.
Что представляет собой ленточнопильный станок и как он работает
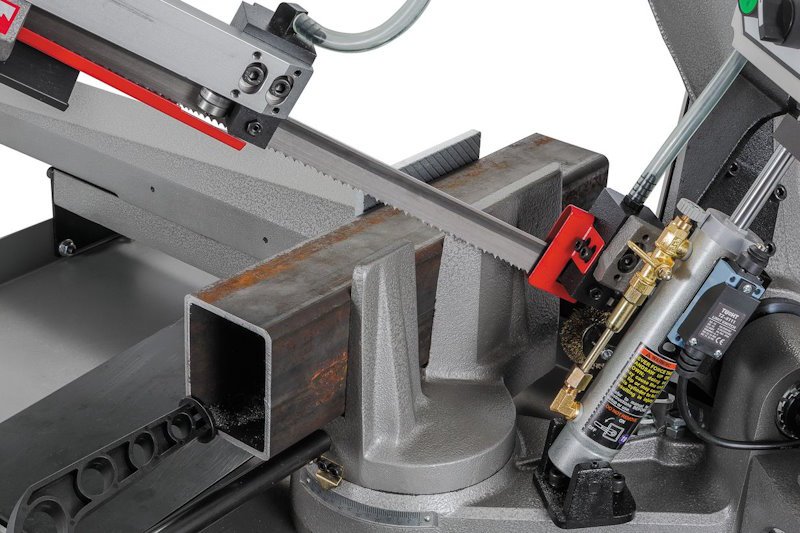
Ленточнопильный станок устроен довольно понятно, если не углубляться в детали. Есть пильное полотно, которое движется по кругу между шкивами, есть тиски для фиксации заготовки и рама, которая опускается на металл. Скорость движения полотна обычно находится в диапазоне 20–100 м/мин, и это не случайные цифры. Слишком высокая скорость даст перегрев, слишком низкая – потерю времени. Толщина пропила держится в пределах 0,9–1,1 мм, и именно это позволяет экономить материал, особенно при серийной резке.
Типы станков различаются по уровню участия оператора и конструкции:
• ручные – подходят для небольших объемов и простых задач;
• полуавтоматические – удобны при регулярной работе в цехе;
• автоматические – берут на себя цикл резки полностью;
• колонные – рассчитаны на тяжелые и крупные заготовки.
Иногда кажется, что автоматический вариант лучше всегда, но это не совсем так. В небольшой мастерской он может просто не раскрыть свой потенциал, а стоимость окажется избыточной. В то же время полуавтомат часто оказывается компромиссом, который устраивает большинство задач.
В небольшой мастерской долгое время использовали простой ручной станок. Сначала он казался достаточным, резал аккуратно, не требовал сложного обслуживания. Но когда объем заказов вырос, оператор начал тратить слишком много времени на однотипные операции. Переход на полуавтомат изменил ритм работы почти сразу, хотя сам процесс резки остался тем же.
Отдельный момент – материал заготовок. Для нержавеющей стали важна точность и отсутствие перегрева, иначе структура металла меняется. Для алюминия важнее подбор зуба полотна. Мелкие детали вроде шага зуба или типа полотна M42 иногда решают больше, чем кажется сначала.
Как подобрать станок под задачи и не ошибиться с параметрами
Выбор ленточнопильного станка редко происходит быстро. Даже если есть четкий бюджет, параметры могут сбивать с толку. Диаметр реза, мощность, тип управления – все это выглядит важным, но приоритеты зависят от реальной нагрузки.
При выборе стоит учитывать несколько факторов:
• тип производства – единичные работы или поток;
• максимальный размер заготовки с запасом 20–30%;
• материал – сталь, алюминий или сплавы;
• количество резов в смену;
• необходимость автоматизации процесса;
• наличие дополнительной оснастки;
• требования к точности и чистоте реза.
Иногда забывают о запасе по диаметру реза. Берут станок впритык, а потом сталкиваются с ситуацией, когда заготовка чуть больше и уже не помещается. Мелочь, но приводит к лишним затратам.
На производстве металлоконструкций решили сэкономить и выбрали модель без учета будущих заказов. Через полгода появились крупные заготовки, которые уже не проходили по размеру. Пришлось менять оборудование раньше, чем планировалось, и это оказалось дороже, чем изначально взять вариант с запасом.
Отдельно стоит сказать про объем работ. До 50 резов в день спокойно закрывает ручной станок. Диапазон от 50 до 500 уже требует полуавтомата, иначе нагрузка на оператора становится слишком высокой. Если речь идет о сотнях резов регулярно, автоматическая модель экономит не только время, но и ресурсы.
Интересно, что уровень шума у таких станков обычно ниже, чем у абразивных аналогов. Это не всегда ключевой фактор, но в небольших помещениях разница ощущается довольно сильно. Плюс к этому снижается расход материала, что при больших объемах дает заметную экономию.
Частые вопросы о ленточнопильных станках по металлу
Можно ли использовать один станок для разных металлов?
Да, но важно менять режимы резки и подбирать подходящее полотно. Если игнорировать это, ресурс инструмента снижается быстрее, а качество реза ухудшается.
Как влияет скорость полотна на результат?
Слишком высокая скорость вызывает перегрев и ускоренный износ зубьев. Низкая скорость снижает производительность. Оптимальный диапазон подбирается под конкретный материал, и это требует небольшой практики.
Нужна ли дополнительная оснастка для длинных заготовок?
Без рольгангов или подающих столов работать с длинными деталями неудобно. Заготовка может смещаться, что влияет на точность реза и безопасность процесса.
Можно ли работать без охлаждения?
Иногда это возможно, но при резке стали или плотных сплавов охлаждение помогает сохранить ресурс полотна и улучшает качество поверхности.
Ленточнопильные станки не всегда кажутся сложным оборудованием, пока не начинается реальная работа. Тогда каждая деталь приобретает значение. И чем точнее подобрана модель под задачи, тем спокойнее проходит процесс резки и тем меньше неожиданностей возникает в процессе.